Maximizing Quality and Efficiency with HiFlux Automatic Liquid Filtration Systems
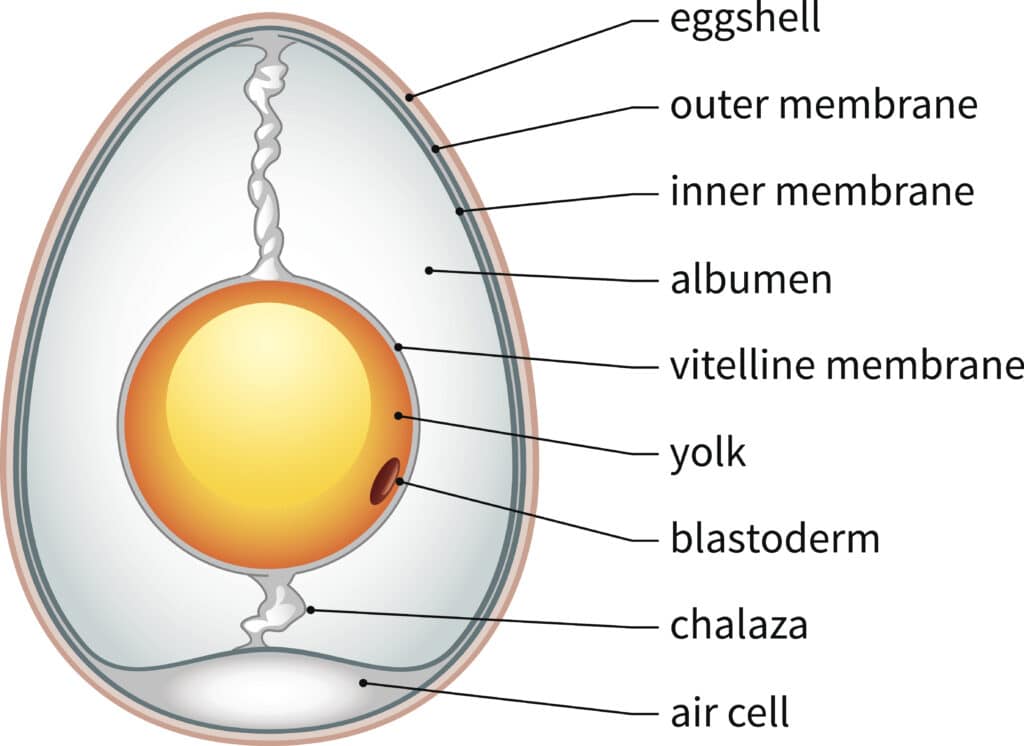
In the intricate process of egg liquid processing, separating yolk, albumen, chalaza, and shell fragments is essential for ensuring the purity and quality of egg products. HiFlux Automatic Liquid Filtration Systems, featuring advanced hygienic filters, are precisely engineered to enhance the filtration efficiency of egg liquids. These systems utilize self-cleaning technology to significantly reduce downtime and labor, ensuring that egg liquids are processed under the highest standards of hygiene. This is critical for achieving a premium end product, whether for direct consumption or as an ingredient in food production.
Customized Filtration Solutions: A Perfect Fit
Given the complexity of filtering egg liquids, which includes removing varying sizes of particulates such as chalaza and shell fragments without compromising the quality of the yolk or albumen, HiFlux Filtration A/S offers customized solutions. These systems are engineered to address the specific challenges of egg liquid filtration, providing an optimal fit that ensures efficient, continuous purification. By facilitating the effective removal of all unwanted particulates, HiFlux helps manufacturers maintain the integrity and quality of their egg products, enhancing their application in a wide range of food products.
Advanced Filtration Technology: Ensuring Superior Quality
HiFlux Filtration Systems employ cutting-edge technology to meticulously remove particulates from egg liquids, safeguarding product quality. The hygienic design of these systems adheres to stringent food safety standards, minimizing the risk of contamination. This level of filtration precision is essential for producing high-quality egg liquids, directly impacting the sensory attributes and safety of the final food products. By ensuring a clean and consistent egg product, manufacturers can meet regulatory requirements and consumer expectations.
Cost-Effective and Durable: A Smart Investment
Designed for durability and requiring minimal maintenance, HiFlux Filtration Systems offer a cost-effective solution for egg liquid processing. The robust construction and self-cleaning functionality lead to reduced operational costs by minimizing the frequency of maintenance and part replacements. This results in a lower total cost of ownership and a quicker return on investment, aligning with the industry’s need for efficient solutions that do not compromise on quality or safety.
Flexibility and Future-Proofing: Adapting to Evolving Needs
The food industry, particularly the sector involving egg products, is subject to continuous evolution in consumer preferences and regulatory standards. HiFlux Filtration Systems are designed to be flexible and adaptable, enabling manufacturers to easily update their egg liquid processing operations to accommodate new formulations and market trends. The modular design allows for straightforward scalability and updates, ensuring that manufacturers can maintain efficient and compliant operations, protecting their investments against future industry developments.
Conclusion: Enhancing Production with HiFlux
In conclusion, HiFlux Automatic Liquid Filtration Systems provide a comprehensive solution for the filtration of egg liquids, addressing the critical needs for quality, efficiency, hygiene, and sustainability in egg product processing. By offering advanced, customizable filtration technology, HiFlux Filtration A/S enables food manufacturers to optimize their egg liquid processing, achieving superior product quality and maximizing the usability of egg components. This commitment to innovation, quality, and customer service positions HiFlux as a key partner for food manufacturers seeking to enhance their egg product offerings and meet the stringent demands of a dynamic food industry.